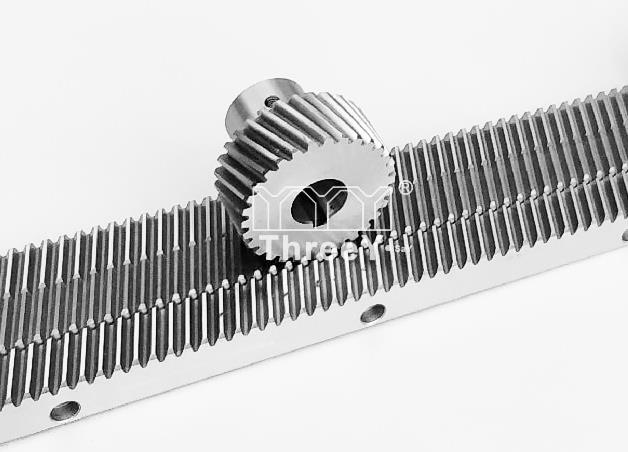

機械齒輪加工過程中的微小變形及工藝穩定性控制相對復雜。毛坯鍛造后大多要采用等溫正火,以期獲得良好的加工性能和趨勢變形的均勻金相組織;對于精度要求不高的低速網柱齒輪可以熱前剃齒而熱后不再加工,徑向剃齒方法的應用擴大了剃齒應用范圍;圓柱齒輪熱后加工有珩齒和磨齒兩種方式,珩齒成本低但齒形修正能力弱,磨齒精度高而成本高;采用沿齒高方向的齒頂修緣和沿齒長方向的鼓形齒修形工藝能夠顯著降低齒輪嚙合噪聲和提高傳動性能,是被廣泛關注的研究領域。
機械齒輪加工
機械齒輪加工下面為大家介紹一下精密機械齒輪加工與螺旋齒輪加工的區別:
1、因為嚙合面由小到達,嚙合平穩,沖擊小,噪音小;
2、大承載能力,提高壽命和平穩性;
3、齒輪小不易根切,體積小;
4、但軸向推力大,人字齒輪——無軸向推力,但制造麻煩
螺旋齒輪傳動是由兩個斜小齒輪相嚙合組成的。用途:傳遞空間兩相錯軸之間的運動。特點:
1、螺旋向可改變中心距,傳動比
2、轉向可由螺旋轉變化改變
3、磨損快
4、點接觸
5、軸向力小
常用機械齒輪齒形加工方法
齒輪齒形的加工方法,有無切屑加工和切削加工兩大類。
無切屑加工方法有:熱軋、冷擠、模鍛、精密鑄造和粉末冶金等。
切削加工方法可分為成形法和展成法兩種,其加工精度及適用