
1、檢測參數(shù)包括齒輪基本參數(shù)及齒形、齒向檢測、評價起終點參數(shù)應(yīng)準(zhǔn)確,評價齒形時應(yīng)注意。
2、齒輪檢測時放置方向必須按要求放置,否則影響那些有左右齒面不同齒形齒向誤差要求的零件。

3、齒輪檢測(除大孔大規(guī)格零件磨齒加工)不得使用工裝檢測,用工裝檢測反映不出齒形壓力角誤差變動量和齒向螺旋角誤差變動量。裝好檢驗芯軸后檢測(校)被測齒輪的端面跳動要求≤0.02。
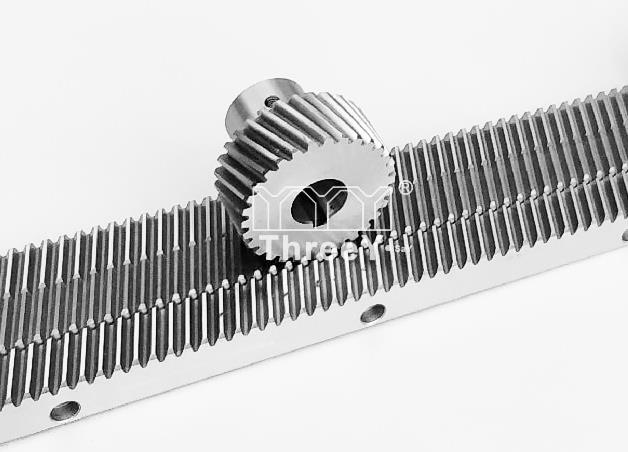
4、當(dāng)出現(xiàn)前面所講的不良齒形齒向時需慎重考慮。精密齒條
5、滾齒加工當(dāng)齒形挖根或齒頂?shù)菇窃谠u價線以內(nèi)時,總齒形誤差容易超過規(guī)定要求,這時應(yīng)該綜合考慮挖根部及倒角部是否是總齒形超差的主要因素及對后續(xù)齒形精加工的影響(能否剃全)綜合判斷齒形是否合格——縮小評價范圍后的總齒形誤差及分析挖根、倒角起點到評價起、終點的誤差量大小。
6、原則上修形齒輪加工齒形齒向每格設(shè)置需設(shè)置為0.002,否則容易對齒形形狀誤差判斷失誤。