<rt id="umgao"></rt> <rt id="umgao"></rt> <dfn id="umgao"></dfn> 

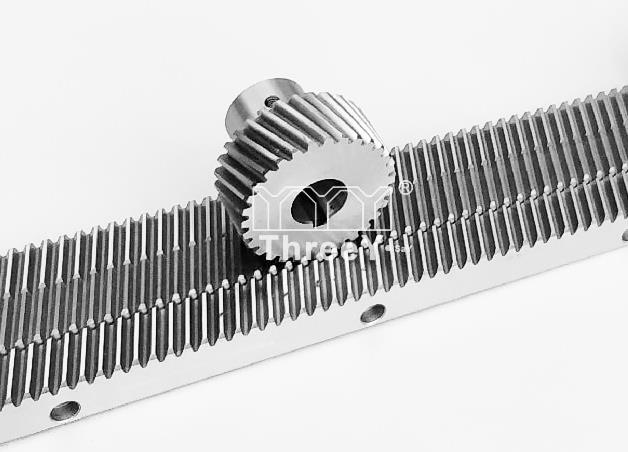
1.齒型齊全:有直齒與斜齒,棒材有方形與圓形。
2.規(guī)格完整:模數(shù)1.5~10,齒條可以相接。單次加工長度可達(dá)3,000mm,標(biāo)準(zhǔn)為1000mm。
3.優(yōu)質(zhì)材料:碳素鋼、合金鋼和不銹鋼。
4.制程多元:熱處理/無熱處理,表面研磨/無表面研磨,齒面研磨/無齒面研磨。
5.可完全依照客戶需求生產(chǎn)。
適用于快速、精確定位機(jī)構(gòu):
(1)適用于重負(fù)荷、高精度、高剛性、高速度、長行程之CNC工具機(jī)、銑床、鉆床、車床、加工中心、切割機(jī)械、木工機(jī)械、焊接機(jī)械、石材機(jī)械等;
(2)適用于工廠自動化快速移載機(jī)構(gòu)、機(jī)器人手臂抓取機(jī)構(gòu)、智能立體倉庫等。歐美機(jī)床和自動化領(lǐng)域已采用多年,首次引入中國。
產(chǎn)品描述:
精度等級:
材料:(S45C中碳鋼)C45
齒型:直齒
齒面處理:無研磨/有研磨
硬度處理:熱處理;硬度為45-50度/或硬度為25度.
四面研磨:無/有
壓力角:20度
產(chǎn)品特性注意事項]
①容許傳動力數(shù)值是在任意使用條件下計算的參考值。詳細(xì)內(nèi)容請參考注意事項。
②齒條的側(cè)隙為所使用的配對小齒輪的側(cè)隙值的一半「齒條單體的側(cè)隙(齒厚減少量)」的和。
[追加工注意事項]
①對齒條做追加工前,請首先閱讀追加工注意事項,注意安全。本公司的「齒輪工房」承接追加工業(yè)務(wù)。
[產(chǎn)品特性注意事項]
①容許傳動力數(shù)值是在任意使用條件下計算的參考值。詳細(xì)內(nèi)容請參考注意事項。
②齒條的側(cè)隙為所使用的配對小齒輪的側(cè)隙值的一半「齒條單體的側(cè)隙(齒厚減少量)」的和。
③"不銹鋼材料經(jīng)過*固溶化處理**鈍化處理。通過鈍化處理,提高了防銹效果。但產(chǎn)品的加工面沒有此效果。本產(chǎn)品沒有完全防銹效果,請注意.
*固溶化處理:將制造坯材時在表面上形成的碳層熔解到材料內(nèi)部的熱處理方法
**鈍化處理:將材料浸在酸液中清洗后鈍化處理,使材料表面形成鈍化層以增強(qiáng)防銹性能"
④齒條裝配在基面后,請使用定位銷固定。僅使用緊固螺釘承受負(fù)荷時螺釘有破損的危險性。
起動時的注意事項
起動前請確認(rèn)下列各項內(nèi)容:
●齒輪的裝配是否確實
●輪齒接觸是否偏向一端
●是否有適當(dāng)?shù)膫?cè)隙(請避免無側(cè)隙使用)
●有沒有足夠的潤滑
如果齒輪露在外面的話,請一定安裝安全外罩加以防護(hù),以確保安全。此外,齒輪轉(zhuǎn)動時,請勿觸摸。
起動中有噪音及振動等異常時,請確認(rèn)齒輪及組裝狀態(tài)。
齒輪的防止噪音及振動的對策有「高精度」、「齒面粗糙度」、「正確的輪齒接觸」。
齒輪的激光淬火
齒輪是機(jī)械轉(zhuǎn)動中應(yīng)用非常廣泛的通用零部件,它的疲勞強(qiáng)度及壽命直接影響著整套設(shè)備的使用狀況。根據(jù)齒輪工作特點,齒輪主要失效特征是由于彎曲力矩作用而造成的磨損。為了提高齒輪帶的承載能力,延長齒輪的使用壽命,必須對齒輪表面進(jìn)行硬化處理。
齒輪表面質(zhì)量的好壞直接影響傳動部件的質(zhì)量和壽命,為此需對齒輪表面進(jìn)行強(qiáng)化處理,傳統(tǒng)的處理方法如滲碳等存在著諸如變形較大,硬化層沿齒廓分布不均等缺陷,從而影響齒輪的使用壽命.通過分析可替代常規(guī)齒輪滲碳淬火的激光齒面淬火新技術(shù)研究的意義及經(jīng)濟(jì)價值,著重討論了齒面激光淬火的關(guān)鍵技術(shù)--表面預(yù)處理涂層與方法、激光掃描方式.比較了激光淬火與滲碳工藝的硬度、硬化層深度及抗點蝕疲勞性能等重要指標(biāo).結(jié)果表明:采用激光淬火齒面技術(shù)不僅能提高生產(chǎn)率,降低成本,而且對于某些材料的齒輪完全能代替滲碳淬火工藝.
齒輪激光淬火克服了上述傳統(tǒng)工藝硬化層分布不均、變形大等缺點,適合于多種材質(zhì)、不同幾何參數(shù)和尺寸各種的齒輪。20世紀(jì)80年代我國就開始了齒輪激光淬火的研究,同時研制了多種激光淬火設(shè)備,激光淬火雖然不能完全取代齒輪常規(guī)熱處理,但卻是齒輪熱處理方法的一個極為重要的補充,具有很強(qiáng)的競爭力和極好的應(yīng)用前景。
產(chǎn)品簡介
1.特殊優(yōu)勢:激光淬火后齒輪獲得硬齒面及軟根部,齒面耐磨的同時保證齒輪整體機(jī)械性能的同時,更加吻合齒輪的使用要求。
2.高耐磨性:激光淬火處理的齒輪硬度高,金相組織細(xì)化,耐磨性優(yōu)于傳統(tǒng)淬火工藝。激光淬火使組織產(chǎn)生壓應(yīng)力,提高齒輪的抗疲勞強(qiáng)度。
3.變形小:激光淬火齒輪的齒廓變形量在0.01mm以內(nèi),無裂紋,能保持原有的表面粗糙度,經(jīng)激光淬火后的齒輪可以直接裝機(jī)使用。
4.生產(chǎn)周期短:由于激光淬火變形小,一般不需要再磨齒,簡化生產(chǎn)工序,提高生產(chǎn)效率,降低生產(chǎn)成本。
5.擴(kuò)大齒輪選材范圍:可選用低價格的鋼種制造齒輪,通過激光淬火提高齒面硬度,保證使用要求。
6.激光淬火技術(shù)參數(shù):
齒輪材質(zhì):中碳鋼
淬火硬度:HRC50~63
硬化深度:0.5~1.2mm,層深可控。(end)